

反应釜自动投料系统是一种集成化、智能化的自动化设备,广泛应用于化工、制药、食品等行业,用于实现固体或液体原料的高效、投料。反应釜固体自动投料系统不仅提高了生产效率,降低了人工操作的误差,还确保了生产过程的安全性和稳定性。
反应釜自动投料系统
-

- 系统解读
-
● 反应釜自动投料系统主要包含:投料系统、储存系统、气力输送系统、配料计量系统、除尘系统和控制系统等,吨袋、小袋物料进行无尘投料后通过正压气力输送或负压真空输送,可以实现一对一或一对多终端投送,通过自动投料计量系统设定投料量、投料速度、投料时间间隔等参数实现精确投料。
我们提供原料配料车间整体系统设备的设计、制作、安装、调试与服务。交付后,车间布局整体简洁、美观、大方,系统平稳可靠,满足车间自动化、智能化的生产要求,受到客户好评。
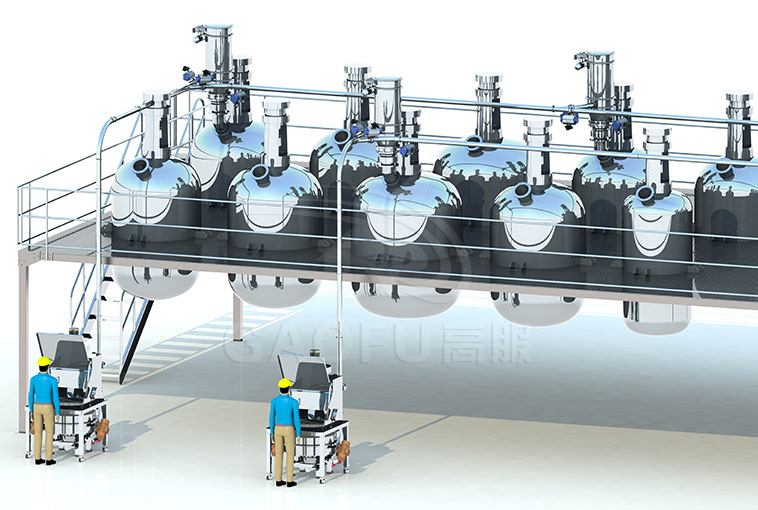
反应釜多种投料系统展示




反应釜人工投料与自动投料系统对比
| 项目 | 反应釜人工投料 | 反应釜自动投料系统 |
| 安全风险 | 易产生静电、粉尘飞扬,存在火灾、爆炸、中毒等隐患。 | 密闭输送和投料,减少粉尘泄漏和静电风险,符合环保和安全要求。 |
| 产品质量 | 投料量难以精确控制,影响产品质量稳定性。 | 通过称重模块和PLC控制,投料量精确,产品质量稳定。 |
| 成本控制 | 由于计量不准确,可能导致物料浪费,增加生产成本。 | 精准控制原料用量和反应条件,减少能源浪费。 |
| 劳动强度 | 需要大量体力劳动,效率低,易疲劳。 | 减少人工操作,降低劳动强度。 |
| 生产效率 | 人工搬运和投料需要大量体力劳动,工作效率低。 | 自动化操作减少了人工干预,投料速度快,生产周期缩短。 |
| 环境影响 | 粉尘泄漏严重,对车间环境和工人健康危害大。 | 减少粉尘和VOCs排放,符合GMP和环保法规。 |
| 数据追溯 | 难以记录投料数据,不利于生产管理和质量追溯。 | 可记录投料数据,便于生产管理和质量追溯。 |